Je možné, aby si každý mohol vyrobiť vykurovacie registre vlastnými rukami? Popis procesu

Akékoľvek zariadenie alebo gadget vyrobený ručne je nákladovo efektívny prístup k riešeniu plánované. Toto v plnej miere platí pre vykurovací systém.
Nebudete si môcť vyrobiť radiátor sami, ale osoba, ktorá má zručnosti v práci so zváracím strojom, môže zostaviť register z hladkých alebo profilových rúr.
Všetko, čo k tomu potrebujete, je úseky potrubia, dve spojky a niekoľko elektród.
Obsah
Účel vykurovacích registrov

Tieto zariadenia sa v každodennom živote používajú zriedkavo. Zvyčajne sa inštalujú vo výrobných a skladovacích zariadeniach. lacná alternatíva k drahým radiátorom.
Charakteristickým znakom zariadení je veľký objem chladiacej kvapaliny vo vnútri, ktorá sa rýchlo zahrieva a pomaly chladí. Preto vysoký tepelný výkon.
Inštalujú sa úplne rovnako ako bežné radiátory, podľa rovnakých schém, noriem a pravidiel.
Dizajnové prvky
V podstate je register jedna alebo viac rúrok, navzájom prepojené paralelnýJe dôležité vytvoriť podmienky pre to, aby teplonosná látka rovnomerne prúdila z jedného potrubia do druhého a odovzdávala teplo do miestnosti. Preto sa vyrábajú dva typy registrov.
Sekčný
Niekoľko paralelných potrubí s uzavretými koncami so zástrčkamiMedzi nimi sú nainštalované prepojky, cez ktoré chladiaca kvapalina prúdi z jednej sekcie do druhej. Pohybuje sa zhora nadol, to znamená, že vstupuje do horného potrubia a vystupuje zo spodného.
Dôležité! Prepojky sú inštalované šachovnicovo. Ak medzi prvou a druhou časťou prepojka je nainštalovaná vľavo, potom medzi druhým a tretím - vpravo.
Priemer prepojok je oveľa menší ako priemer sekcií. Napríklad, ak je priemer hlavného prvku registra 80 mm, potom svetre 32 – 40 mm.
Serpentín, ich kresba
Ide o rovnaký dizajn, iba sekcie sú navzájom spojené. spojenie s dvojitými 90° ohybmi dosahuje sa rovnaký priemer ako hlavné potrubia a súvislá rúrková štruktúra s jedným veľkým priemerom po celej dĺžke. Prenos tepla tohto typu registra je oveľa vyšší ako u predchádzajúcej verzie.
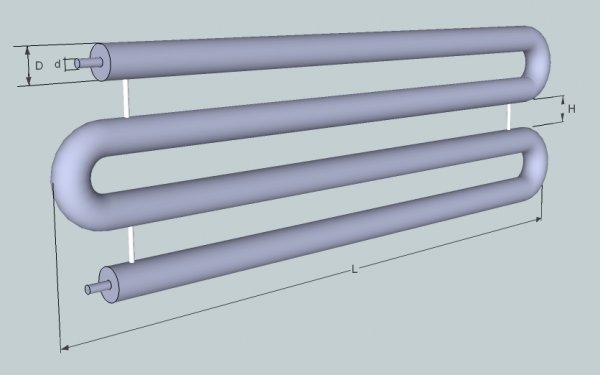
Foto 1. Výkres cievkového registra, ktorý je pevnou rúrkovou konštrukciou s jedným priemerom po celej svojej dĺžke.
Medzi výhody dizajnu patrí: nízky hydraulický tlak chladiaca kvapalina vo vnútri zariadenia, ktorá umožňuje prechod pomerne veľkého objemu horúcej vody.
Referencia! Cievka môže byť nainštalovaná buď horizontálne, alebo vertikálne.
Výhody registrov
Musíte porovnať registre s radiátory vykurovacie systémy, s ktorými súťažia.
Výhody:

- dobre držia poklesy tlaku chladiaca kvapalina a jej teplota;
- dá sa vyrobiť vlastnými rukami;
- nízke náklady zariadenie;
- možnosť zostaviť zariadenie rôzne veľkosti čo sa týka dĺžky aj výšky;
- teplo je rozložené do všetkých sekcií rovnomerne;
- jednoduchosť údržba a opravy.
Nedostatky:
- Registre nemajú reprezentatívny vzhľadMôžete ich maskovať inštaláciou ozdobnej clony.
- Účinnosť vykurovania registre nižšie, než štandardné radiátory.
Zváracia technológia
Čisto technologicky sa spojenie oceľových prvkov vykonáva buď elektrickým, alebo plynovým zváraním, kde je technológia prakticky rovnaká. Pri zváraní registrov si všimnite, že v serpentínových konštrukciách sú spoje vertikálne švy a v prierezoch vertikálne aj horizontálneTie druhé sa ľahšie varia, pretože sa nachádzajú na rovine stola.
O technológii zvárania horizontálnych švov (sekcia + prepojka) Sú stanovené nasledujúce požiadavky:
- Stehové zvarenie je možné vykonať v jednom alebo dvoch bodoch, umiestnením prepojky vertikálne. Dva body sú umiestnené symetricky vzhľadom na os inštalácie prepojky.

- Spoj spojený jedným bodom zvaru sa zvarí okamžite, ale proces sa musí začať. z opačnej strany chňapky.
- Spoj, spojený dvoma stehovými zvarmi, je zvarený od prvého bodu.
- Zvislé švy v registroch - pripojenie hlavných potrubí pomocou zátok a ohybov 90°. Na švy tohto typu sa vzťahujú nasledujúce požiadavky:
- Ak je hrúbka potrubia do 3 mm, potom sa spoj zvarí naraz elektróda 2,5 mm.
- Ak hrúbka presiahne 4 mm, potom sa vykoná zváranie v dvoch priechodochs koreňovým švom a navrchu s obkladovým valčekom.
- Pri pripájaní potrubí s priemerom viac ako 60 mm Zváranie sa vykonáva v úsekoch pozdĺž celého obvodu spoja.
Existujú všeobecné pravidlá zvárania, ktoré označujú čisto technologické metódy. Napríklad koniec švu musí byť zvarený so začiatkom, vytváranie „hradu“Ak sa vykonáva zváranie s dvoma švami, potom sa druhý vykoná v opačnom smere ako prvý.
Pri zváracích prácach je potrebné venovať pozornosť niekoľkým parametrom zvárania. Sú to priemer elektródy, ktorý sa volí v závislosti od hrúbky zváraných oceľových obrobkov, ide o prúdovú silu dodávanú do elektródy zo zváracieho stroja, polaritu a napätie zváracieho oblúka.


Pomer hrúbky kovu k priemeru elektródy
| Hrúbka kovu, mm | 1-2 | 3-5 | 4-10 | 12—24 | 30 – 60 |
| Priemer elektródy, mm | 2-3 | 3-4 | 4-5 | 5-6 | 6 a viac |
Sila prúdu sa volí v závislosti od priemeru zvolenej elektródy. Vzťah je nasledovný: I=Kd, Kde DO — koeficient korelácie s priemerom elektródy.
| Priemer elektródy, mm | >2 | 3 | 4 | 5 | 6 |
| Koeficient - „K“ | 25 – 30 | 30 – 35 | 35 – 40 | 40 – 45 | 50-60 |
Ako vyrobiť domáci register z profilových, hladkých oceľových rúrok
Zváračské práce, ktoré sú základom pre výrobu registrov pre vykurovací systém, vyžadujú prítomnosť určitý počet rôznych nástrojov a materiálov.
Náradie a materiály pre domácich majstrov
Okrem zvárací stroj, budete potrebovať nasledujúce nástroje:
- na rezanie: brúska, plazmová rezačka alebo plynový horák (rezačka);

- krajčírsky meter a ceruzka;
- kladivo a plynový kľúč;
- úroveň budovy;
Materiály na zváranie:
- elektródy, ak sa používa elektrické zváranie;
- drôt, ak je plyn;
- kyslík a acetylén vo fľašiach.
Pracovný príkaz: ako zvárať konštrukciu?
V závislosti od zvoleného typu konštrukcie (sekčná alebo cievková) sa montáž registrov bude dramaticky líšiť. Najťažšie sú sekčné, pretože obsahujú najviac spojov prvkov rôznych veľkostí.
Pred začatím montáže registra je potrebné vytvoriť výkres, pochopiť rozmery a množstvo. Závisia od prenosu tepla potrubím. Napríklad, 1 m potrubia s priemerom 60 mm alebo prierezom 60x60 mm a hrúbkou 3 mm určené na vykurovanie 1 m² plochy vykurovaných priestorov, berúc do úvahy výšku stropov nepresahuje 3 m.
Prvá vec, ktorú musíte urobiť, je odrezať z vybranej rúry segmenty v súlade s vypočítanou dĺžkou úsekov. Konce musia byť obrúsené a očistené od vodný kameň a otrepy.
Pred montážou sekčných zariadení je potrebné na ne naniesť značky, pozdĺž ktorých budú nainštalované prepojky. Zvyčajne je to 10-20 cm od okrajov sekčné potrubia. Na hornom prvku sa vyznačí miesto, kde bude nainštalovaná spojka pre odvzdušňovací otvor (Mayevského žeriav). Nachádza sa na opačnej strane a pozdĺž okraja rezu a pozdĺž vonkajšej roviny.

- Pomocou plynového horáka alebo plazmového rezača sa v rúrkach vytvoria značky diery berúc do úvahy, že by do nich mohla vniknúť prepojovacia rúrka.
- Samotné prepojky sú vyrezané z rúrok s menším priemerom 30 – 50 cm.
- Sú vyrezané z kovového profilu segmenty rovnakej dĺžky ako prepojky rúr. Budú nainštalované ako podpery pod profilové rúry na opačnej strane od inštalácie oporného prvku.
- Vyrezané z plechu hrúbka 3-4 mm zátky podľa tvaru hlavného potrubia (kruh alebo obdĺžnik). dvaja z nich Pre spojky sú vytvorené otvory, ku ktorým budú pripojené prívodné a spätné okruhy vykurovacieho systému cez uzatváracie ventily.
- Najprv k sekciám zátky sú zvarené.
- Tie posledné sú zvárané stláčanie.
- Vo výrobe zváranie prepojok s úsekmi potrubia.
- Sú okamžite pripevnené zváraním a nosné prvky z rezaných oceľových profilov.
- Je zváraný odbočka potrubia na inštaláciu Mayevského žeriavu.
- Všetky švy sú vyčistené s brúskou a brúsnym kotúčom.
Proces montáže a zvárania sa najlepšie vykonáva na rovnom povrchu, na ktorých sú položené dva alebo tri drevené bloky (môžu byť nahradené oceľovými profilmi: uhlové alebo kanálové). Na tyčiach sú rúrkové úseky usporiadané rovnobežne vedľa seba, berúc do úvahy vzdialenosť medzi úsekmi. Hneď ako je konštrukcia zostavená pomocou cvočkov, môžete začať zvárať všetky švy otáčaním zariadenia tak, aby sa zváranie vykonávalo iba v horizontálnej rovine.

Pokiaľ ide o inštaláciu registrov. V závislosti od roviny, ku ktorej budú pripevnené, je potrebné premyslieť a spojovacie prvky. Existuje niekoľko bežne používaných možností.
Ak má byť zariadenie umiestnené na podlahe, potom pod ňou nainštalujte nohyAk sa bude pripevňovať na stenu, použite bežné. zátvorky so zahnutými háčikmi nahor.
Po úplnom zložení pokladnice je potrebné ju skontrolovať, či Tesnosť švovZa týmto účelom sa jedna zo spojok uzavrie závitovou zátkou a cez druhú sa naleje voda. Zvary sa skontrolujú. Ak sa zistí netesnosť, chybná oblasť sa znova zvarí a vyčistí. Po vykonaní všetkých operácií sa zariadenie natrie.
Výroba hadovitého vlákna registrovať oveľa jednoduchšiePo prvé, ohyby sú hotové továrenské diely, ktoré sú vybrané podľa priemeru potrubného prierezuPo druhé, sú zvarené rovnakým spôsobom ako pri rúre.
Najprv sa spoja dve vetvy medzi sebou. Výsledný tvarovací prvok v tvare C je zapojený sériovo. s koncami dvoch rúrok, čím ich spojíme do jednej štruktúry. VNÚTRI dva voľné konce registre sú nainštalované zástrčky, v ktorých sú predvŕtané otvory a spojky sú zvarené.
Užitočné video
Pozrite si video, ktoré ukazuje, ako zvárať vykurovací register vlastnými rukami.
Výpočet množstva
Registre sú zariadenia, v ktorých sa presúvajú dáta. významný objem chladiacej kvapaliny, pretože sú vyrobené z rúrok veľký priemer, plus obsahuje niekoľko sekcií. Na ohrev takého veľkého objemu vody budete potrebovať výkonný vykurovací kotol. A to nie je len značná spotreba paliva, ale aj značné rozmery samotného vykurovacieho zariadenia.

Preto musí byť vykurovací systém, ktorý zahŕňa registre, vypočítaný presne s ohľadom na teplo spotrebované priestormi.
Už existujú hotové tabuľkové hodnoty pomeru veľkostí oceľových rúr a ich prenosu tepla. To zjednodušuje výpočet počtu zariadení.
Prenos tepla môžete vypočítať aj pomocou vzorca: Q =π dlk(Tr - To), kde:
- d – priemer potrubia;
- l je jeho dĺžka;
- k je prestup tepla rovný 11,63 W/m²;
- Tr – izbová teplota;
- Do — teplota chladiacej kvapaliny.
Na základe vykonaných výpočtov si vyberajú dĺžka registra, počet sekcií v ňom a počet samotných zariadení.





