Posible ba para sa lahat na gumawa ng mga rehistro ng pag-init gamit ang kanilang sariling mga kamay? Paglalarawan ng proseso

Anumang device o gadget na ginawa ng kamay ay cost-effective na diskarte sa solusyon binalak. Ito ay ganap na nalalapat sa sistema ng pag-init.
Hindi ka makakagawa ng radiator sa iyong sarili, ngunit ang isang tao na may mga kasanayan sa trabaho sa isang welding machine ay maaaring mag-assemble ng isang rehistro mula sa makinis o profile pipe.
Ang kailangan mo lang gawin ay mga seksyon ng tubo, dalawang coupling at ilang mga electrodes.
Nilalaman
Layunin ng mga rehistro ng pag-init

Ang mga kagamitang ito ay bihirang ginagamit sa pang-araw-araw na buhay. Karaniwang naka-install ang mga ito sa mga pasilidad ng produksyon at imbakan. Ito isang murang alternatibo sa mga mamahaling radiator.
Ang natatanging tampok ng mga device ay isang malaking dami ng coolant sa loob, na mabilis na umiinit at dahan-dahang lumalamig. Kaya naman mataas na init na output.
Ang mga ito ay naka-install sa eksaktong parehong paraan tulad ng mga regular na radiator, ayon sa parehong mga diagram, mga pamantayan at mga patakaran.
Mga tampok ng disenyo
Mahalaga, ang rehistro ay isa o higit pang mga tubo, konektado sa isa't isa parallel. Mahalagang lumikha ng mga kondisyon para sa heat carrier na tuluy-tuloy na dumaloy mula sa isang tubo patungo sa isa pa, na nagbibigay ng init sa silid. Samakatuwid, ang dalawang uri ng mga rehistro ay ginawa.
Sectional
Maraming mga parallel na tubo na may mga saradong dulo may mga plugs. Ang mga jumper ay naka-install sa pagitan nila, kung saan ang coolant ay dumadaloy mula sa isang seksyon patungo sa isa pa. Ito ay gumagalaw mula sa itaas hanggang sa ibaba, iyon ay, pumapasok ito sa itaas na tubo at lumabas mula sa ibaba.
Mahalaga! Ang mga jumper ay naka-install sa isang staggered pattern. Kung sa pagitan ng una at ikalawang seksyon ang jumper ay naka-install sa kaliwa, pagkatapos sa pagitan ng pangalawa at pangatlo - sa kanan.
Ang diameter ng mga jumper ay mas maliit kaysa sa diameter ng mga seksyon. Halimbawa, kung ang diameter ng pangunahing elemento ng rehistro 80 mm, pagkatapos ay mga jumper 32-40 mm.
Serpentine, ang kanilang pagguhit
Ito ay ang parehong disenyo, tanging ang mga seksyon ay konektado sa bawat isa. kumonekta sa double 90° bends ang parehong diameter bilang pangunahing mga tubo at isang tuluy-tuloy na istraktura ng tubo ng isang malaking diameter kasama ang buong haba ay nakuha. Ang paglipat ng init ng ganitong uri ng rehistro ay mas mataas kaysa sa nakaraang bersyon.
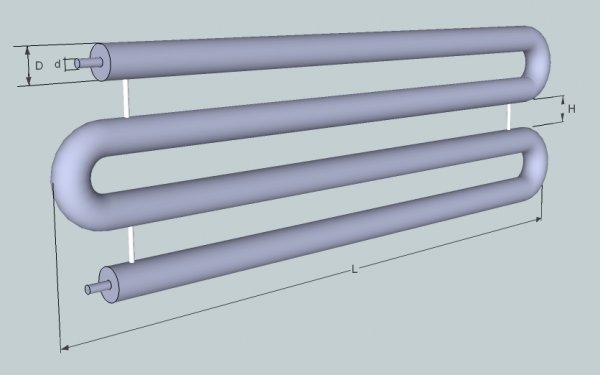
Larawan 1. Pagguhit ng isang coil-type register, na isang solidong tubular na istraktura ng isang diameter sa buong haba nito.
Ang mga bentahe ng disenyo ay kinabibilangan ng: mababang haydroliko presyon coolant sa loob ng aparato, na nagbibigay-daan sa isang medyo malaking dami ng mainit na tubig na dumaan dito.
Sanggunian! Maaaring mai-install ang coil pahalang, o patayo.
Mga kalamangan ng mga rehistro
Kailangan mong ihambing ang mga rehistro sa mga radiator mga sistema ng pag-init, kung saan nakikipagkumpitensya sila.
Mga kalamangan:

- matibay ang paghawak nila bumababa ang presyon coolant at temperatura nito;
- maaaring gawin gamit ang iyong sariling mga kamay;
- mababang gastos aparato;
- posibilidad na i-assemble ang device iba't ibang laki pareho sa haba at taas;
- Ang init ay ipinamamahagi sa lahat ng mga seksyon pantay-pantay;
- pagiging simple pagpapanatili at pagkukumpuni.
Mga kapintasan:
- Nagrerehistro walang presentable na anyoMaaari mong i-camouflage ang mga ito sa pamamagitan ng pag-install ng pandekorasyon na screen.
- Kahusayan sa pag-init nagrerehistro sa ibaba, kaysa sa mga karaniwang radiator.
Teknolohiya ng welding
Puro teknolohikal, ang koneksyon ng mga elemento ng bakal ay ginawa alinman sa pamamagitan ng electric o gas welding, kung saan halos pareho ang teknolohiya. Kapag nagrerehistro ang welding, tandaan na sa mga istraktura ng serpentine, ang mga joints ay patayo seams, at sa sectional parehong patayo at pahalangMas madaling lutuin ang huli, dahil matatagpuan ang mga ito sa eroplano ng mesa.
Sa teknolohiya ng welding horizontal seams (seksyon + jumper) Ang mga sumusunod na kinakailangan ay ipinapataw:
- Maaaring isagawa ang tack weld sa isa o dalawang punto, paglalagay ng jumper patayo. Dalawang punto ang matatagpuan sa simetriko may kaugnayan sa axis ng pag-install ng jumper.

- Ang isang pinagsamang konektado sa pamamagitan ng isang punto ng isang tack welds kaagad, ngunit ang proseso ay dapat na magsimula mula sa tapat ng potholder.
- Ang joint, na konektado sa pamamagitan ng dalawang tack welds, ay welded mula sa unang punto.
- Vertical seams sa mga rehistro - koneksyon ng mga pangunahing tubo na may mga plug at bends 90°. Ang mga sumusunod na kinakailangan ay nalalapat sa mga tahi ng ganitong uri:
- Kung ang kapal ng tubo hanggang 3 mm, pagkatapos ay ang joint ay welded sa isang lakad elektrod 2.5 mm.
- Kung lumampas ang kapal 4 mm, pagkatapos ay isinasagawa ang hinang sa dalawang pass: na may root seam, at sa itaas ay may nakaharap na roller.
- Kapag kumokonekta sa mga tubo na may diameter higit sa 60 mm ang hinang ay isinasagawa sa mga seksyon kasama ang buong perimeter ng joint.
May mga pangkalahatang tuntunin sa hinang na nagtalaga ng mga pamamaraang teknolohikal. Halimbawa, ang dulo ng tahi ay dapat na welded sa simula, bumubuo ng isang "kastilyo". Kung gagawin ang welding na may dalawang tahi, pagkatapos ay ang pangalawa ay isinasagawa sa kabaligtaran ng direksyon ng una.
Mayroong ilang mga parameter ng hinang na kailangan mong bigyang pansin kapag nagsasagawa ng gawaing hinang. Ang mga ito ay diameter ng elektrod, na pinili depende sa kapal ng mga workpiece ng bakal na hinangin, ito ang kasalukuyang lakas na ibinibigay sa elektrod mula sa welding machine, ang polarity at boltahe ng welding arc.


Ratio ng kapal ng metal sa diameter ng elektrod
| Kapal ng metal, mm | 1-2 | 3-5 | 4-10 | 12—24 | 30-60 |
| diameter ng elektrod, mm | 2-3 | 3-4 | 4-5 | 5-6 | 6 at higit pa |
Ang kasalukuyang lakas ay pinili depende sa diameter ng napiling elektrod. Ang relasyon ay ang mga sumusunod: I=Kd, saan SA - koepisyent ng ugnayan sa diameter ng elektrod.
| diameter ng elektrod, mm | >2 | 3 | 4 | 5 | 6 |
| Coefficient - "K" | 25-30 | 30-35 | 35-40 | 40-45 | 50-60 |
Paano gumawa ng isang lutong bahay na rehistro mula sa profile, makinis na mga tubo ng bakal
Ang welding work, na siyang batayan para sa produksyon ng mga rehistro para sa sistema ng pag-init, ay nangangailangan ng pagkakaroon ng isang tiyak na bilang ng iba't ibang mga kasangkapan at materyales.
Mga tool at materyales para sa DIY
Maliban sa welding machine, kakailanganin mo ang mga sumusunod na tool:
- para sa pagputol: gilingan, pamutol ng plasma o gas torch (cutter);

- panukat ng tape at lapis;
- martilyo at gas wrench;
- antas ng gusali;
Mga materyales para sa hinang:
- mga electrodes, kung ginagamit ang electric welding;
- alambre, kung gas;
- oxygen at acetylene sa mga cylinder.
Order ng trabaho: kung paano magwelding ng isang istraktura?
Depende sa napiling uri ng konstruksiyon (sectional o coil), ang pagpupulong ng mga rehistro ay mag-iiba nang malaki. Ang pinakamahirap ay ang mga sectional, dahil naglalaman ang mga ito ng pinakamaraming joint ng mga elemento ng iba't ibang laki.
Bago magpatuloy sa pagpupulong ng rehistro, kinakailangan na gumawa ng isang pagguhit, maunawaan ang mga sukat at dami. Depende sila sa paglipat ng init ng tubo. Halimbawa, 1 m ng pipe na may diameter na 60 mm o isang cross-section na 60x60 mm at isang kapal na 3 mm nilayon para sa pagpainit 1 m² ng lugar pinainit na lugar, isinasaalang-alang na ang taas ng mga kisame hindi hihigit sa 3 m.
Ang unang bagay na kailangan mong gawin ay gupitin mula sa napiling tubo mga segment alinsunod sa kinakalkula na haba ng mga seksyon. Ang mga dulo ay dapat na lupa at malinis mula sa sukat at burr.
Bago mag-assemble ng mga sectional na aparato, kailangan mong mag-aplay ng mga marka sa kanila, kung saan mai-install ang mga jumper. Karaniwan ito ay 10-20 cm mula sa mga gilid mga sectional pipe. Ang isang marka ay ginawa sa itaas na elemento kung saan ang pagkabit para sa air vent ay mai-install (Mayevsky crane). Ito ay matatagpuan sa kabaligtaran at sa kahabaan ng gilid ng seksyon at sa kahabaan ng panlabas na eroplano.

- Gamit ang isang gas torch o plasma cutter, ang mga marka ay ginawa sa mga tubo mga butas isinasaalang-alang na ang jumper pipe ay maaaring pumasok sa kanila.
- Ang mga jumper mismo ay pinutol mula sa mga tubo ng mas maliit na lapad 30-50 cm.
- Ang mga ito ay pinutol mula sa isang metal na profile mga segment kapareho ng haba ng mga pipe jumper. Ang mga ito ay mai-install bilang mga suporta sa ilalim ng mga tubo ng seksyon sa kabaligtaran mula sa pag-install ng elemento ng abutment.
- Gupitin mula sa sheet metal kapal 3-4 mm mga plug ayon sa hugis ng pangunahing tubo (bilog o parihaba). dalawa sa kanila Ang mga butas ay ginawa para sa mga coupling, kung saan ang mga supply at return circuit ng sistema ng pag-init ay ikokonekta sa pamamagitan ng mga shut-off valve.
- Una sa lahat sa mga seksyon ang mga plug ay hinangin.
- Ang huli ay hinangin pumipisil.
- Sa produksyon hinang ng mga jumper na may mga seksyon ng pipe.
- Ang mga ito ay agad na nakakabit sa pamamagitan ng hinang at mga sumusuportang elemento mula sa mga gupit na profile ng bakal.
- Ito ay hinangin sanga ng tubo para sa pag-install ng Mayevsky crane.
- Ang lahat ng mga tahi ay nalinis na may isang gilingan at isang nakakagiling na disc.
Ang proseso ng pagpupulong at hinang ay pinakamahusay na isinasagawa sa isang patag na ibabaw, kung saan sila inilalagay dalawa o tatlong kahoy na bloke (maaari silang mapalitan ng mga profile ng bakal: anggulo o channel). Nasa mga bar na ang mga seksyon ng pipe ay inilatag parallel sa bawat isa, na isinasaalang-alang ang distansya sa pagitan ng mga seksyon. Sa sandaling ang istraktura ay binuo na may mga tacks, maaari mong simulan ang hinang ang lahat ng mga seams, pag-ikot ng aparato upang ang hinang ay ginanap lamang sa pahalang na eroplano.

Tulad ng para sa pag-install ng mga rehistro. Depende sa eroplano kung saan sila makakabit, kailangang pag-isipang mabuti at mga fastener. Mayroong ilang mga karaniwang ginagamit na opsyon.
Kung ang aparato ay dapat magpahinga sa isang base ng sahig, pagkatapos ay sa ilalim nito i-install ang mga binti. Kung ito ay ikakabit sa dingding, pagkatapos ay gumamit ng mga regular. mga bracket na may mga hubog na kawit.
Matapos ganap na mabuo ang rehistro, dapat itong suriin Ang higpit ng tahi. Upang gawin ito, ang isa sa mga coupling ay sarado na may sinulid na plug, at ang tubig ay ibinuhos sa pangalawa. Sinusuri ang mga welds. Kung may nakitang pagtagas, ang sira na bahagi ay hinangin muli at nililinis. Matapos maisagawa ang lahat ng mga operasyon, ang aparato ay pininturahan.
Paggawa ng serpentine magparehistro mas madali. Una, ang mga liko ay mga yari na bahagi ng pabrika na napili sa pamamagitan ng diameter ng seksyon ng pipePangalawa, sila ay hinangin sa parehong paraan tulad ng sa pipe.
Una, kumonekta sila dalawang sanga sa pagitan ng isa't isa. Ang resultang C-shaped fitting ay konektado sa serye na may mga dulo ng dalawang tubo, pinagsasama ang mga ito sa isang solong istraktura. SA dalawang libreng dulo naka-install ang mga rehistro mga plugs, kung saan ang mga butas ay pre-drilled at ang mga couplings ay welded.
Kapaki-pakinabang na video
Tingnan ang video na nagpapakita kung paano magwelding ng heating register gamit ang iyong sariling mga kamay.
Pagkalkula ng dami
Ang mga rehistro ay mga device kung saan gumagalaw ang data. makabuluhang dami ng coolant, dahil ang mga ito ay gawa sa mga tubo malaking diameter, kasama nito ang ilang mga seksyon. Upang magpainit ng napakalaking dami ng tubig, kakailanganin mo ng isang malakas na heating boiler. At ito ay hindi lamang isang malaking pagkonsumo ng gasolina, kundi pati na rin ang malaking sukat ng kagamitan sa pag-init mismo.

Samakatuwid, ang sistema ng pag-init, na kinabibilangan ng mga rehistro, ay dapat na kalkulahin nang tumpak na isinasaalang-alang init na natupok ng lugar.
Mayroon nang handa na mga halaga ng tabular ng ratio ng mga sukat ng mga tubo ng bakal at ang kanilang paglipat ng init. Pinapasimple nito ang pagkalkula ng bilang ng mga device.
Maaari mo ring kalkulahin ang paglipat ng init gamit ang formula: Q =π dlk (Tr - To), kung saan:
- d - diameter ng tubo;
- l ang haba nito;
- k ay ang paglipat ng init na katumbas ng 11.63 W/m²;
- Tr - temperatura ng silid;
- Upang - temperatura ng coolant.
Ito ay batay sa mga kalkulasyon na ginawa na kanilang pinili ang haba ng rehistro, ang bilang ng mga seksyon sa loob nito at ang bilang ng mga device mismo.





