每個人都可以親手製作暖氣調節器嗎?製作流程描述

任何手工製作的設備或小工具 具有成本效益的解決方案 計劃。這完全適用於暖氣系統。
您無法自行製作散熱器,但具有使用焊接機技能的人可以使用光滑管道或異型管道組裝通風口。
你需要做的就是 管段、兩個接頭和多個電極。
加熱調節器的用途

這些設備在日常生活中很少使用。它們通常安裝在生產和倉儲設施中。這 昂貴散熱器的廉價替代品。
該設備的獨特之處在於其內部有大量的冷卻劑,加熱速度快,冷卻速度慢。因此 高熱輸出。
它們的安裝方式與常規散熱器完全相同,遵循相同的圖表、標準和規則。
設計特點
本質上,該登記冊是 一個或多個管道,相互連接 平行線創造條件使熱載體能夠持續地從一根管道流向另一根管道,並向房間散發熱量,這一點至關重要。因此,我們製造了兩種類型的調溫器。
分段式
幾根平行且兩端封閉的管道 附插頭它們之間安裝有跨接管,冷卻劑透過跨接管從一個部分流向另一個部分。冷卻劑從上到下流動,即從上部管道進入,從下部管道流出。
重要的! 跳線採交錯方式安裝。如果 第一部分和第二部分之間 跳線安裝在左邊,然後 在第二和第三之間 - 在右側。
跳線的直徑比段的直徑小得多。例如,如果暫存器主元件的直徑 80毫米,然後跳投 32—40毫米。
蛇形,他們的繪畫
這是相同的設計,只是各個部分是相互連結的。 採用雙 90° 彎頭連接 與主管道直徑相同,並在整個長度上形成一個大直徑的連續管道結構。這種調溫器的傳熱效率遠高於先前的版本。
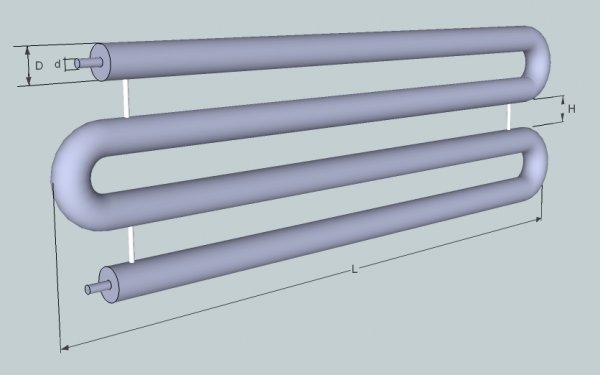
照片 1. 線圈式調節器的圖紙,它是沿著整個長度只有一個直徑的實心管狀結構。
此設計的優點包括: 低液壓 設備內部有冷卻劑,可讓相當大量的熱水通過。
參考! 線圈可以安裝 水平, 或者 垂直。
寄存器的優點
您需要將暫存器與 散熱器 與之競爭的暖氣系統。
優點:

- 他們堅持得很好 壓力下降 冷卻劑及其溫度;
- 可以製作 用自己的雙手;
- 低成本 裝置;
- 組裝設備的可能性 不同尺寸 長度和高度;
- 熱量分佈到所有部分 均勻地;
- 簡單 維護和修理。
缺陷:
- 暫存器 外表不雅您可以透過安裝裝飾螢幕來掩蓋它們。
- 加熱效率 暫存器 以下,比標準散熱器。
焊接技術
從技術角度來看,鋼構件的連接通常採用電焊或氣焊,兩者的技術基本上相同。焊接記錄時,請注意,在蛇形結構中,接頭 垂直的 接縫處,以及分段 垂直和水平後者更容易烹飪,因為它們位於桌面上。
橫縫焊接工藝探討 (部分+跳線) 規定如下:
- 點焊可以進行 在一兩點上,將跳線垂直放置。 兩點對稱分佈 相對於跳線安裝的軸線。

- 點焊連接的一個點可以立即連接,但該過程必須從 從隔熱墊的另一側。
- 此接頭由兩處點焊連接,焊接 從第一點開始。
- 通風口的垂直接縫 - 主管道與插頭和彎頭的連接 90°。 以下要求適用於此類接縫:
- 如果管道厚度 高達 3 毫米,然後焊接接頭 一口氣 電極 2.5毫米。
- 如果厚度超過 4毫米,然後進行焊接 兩次通過:帶有根部接縫,頂部有飾面滾筒。
- 當連接直徑為 超過60毫米 焊接是沿著接頭的整個週邊分段進行的。
有一些通用的焊接規則,專門用於指定製程方法。例如,焊縫的末端必須與焊縫的起始端焊接。 形成一座“城堡”. 如果進行焊接 有兩道接縫, 然後第二個操作按照第一個操作的相反方向進行。
進行焊接工作時,需要注意幾個焊接參數。這些參數包括: 電極直徑,根據被焊接的鋼工件的厚度來選擇,這是從焊接機供應給電極的電流強度、焊接電弧的極性和電壓。


金屬厚度與電極直徑之比
| 金屬厚度,mm | 1-2 | 3-5 | 4-10 | 12—24 | 30-60 |
| 電極直徑,mm | 2-3 | 3-4 | 4-5 | 5-6 | 6個以上 |
電流強度的選擇取決於所選電極的直徑。其關係如下: 我= Kd, 在哪裡 到 — 與電極直徑的相關係數。
| 電極直徑,mm | >2 | 3 | 4 | 5 | 6 |
| 係數-“K” | 25-30 | 30-35 | 35-40 | 40-45 | 50-60 |
如何用型材、光滑的鋼管製作自製通風器
焊接工作是生產加熱系統調節器的基礎,需要 一定數量的不同工具和材料。
DIY 的工具和材料
除了 焊接機,您將需要以下工具:
- 用於切割: 磨床、等離子切割機或瓦斯噴燈 (刀具);

- 捲尺和鉛筆;
- 錘子和氣動扳手;
- 建築等級;
焊接材料:
- 電極,如果採用電焊;
- 金屬絲,如果是氣體;
- 氣瓶中的氧氣和乙炔。
工作順序:如何焊接結構?
根據所選的結構類型(分段式或盤管式),通風器的組裝將有很大差異。 最困難的是分段式,因為它們包含最多不同尺寸元素的關節。
在開始組裝調溫器之前,需要先繪製圖紙,以了解其尺寸和數量。這些取決於管道的傳熱性能。例如, 1公尺長的管子,直徑為60毫米或橫截面積為60x60毫米,厚度為3毫米 用於加熱 1平方米的面積 加熱場所,考慮到天花板的高度 不超過3米。
您需要做的第一件事是從選定的管道上切下 段 根據計算的長度,將鋼管末端打磨並清理乾淨。 水垢和毛邊。
在組裝分段設備之前,需要先在設備上做好標記,以便安裝跳線。通常 距離邊緣10-20厘米 分段管道。在上部元件上做一個標記,標記將安裝通風口接頭的位置(馬耶夫斯基鶴)。它位於截面的對側,沿著截面的邊緣並沿著外平面。

- 使用氣炬或等離子切割機在管道上做標記 孔 考慮到跨接管可能會進入其中。
- 跳線本身是從較小直徑的管道切割而成 30-50公分。
- 它們是由金屬型材切割而成 段 與管道跳線長度相同。它們將作為支撐安裝在支座元件安裝另一側的管段下方。
- 由金屬板切割而成 厚度3-4毫米 根據主管的形狀(圓形或長方形)安裝插頭。 其中兩個 為接頭製作孔,加熱系統的供應和回流迴路將透過截止閥連接到接頭上。
- 首先是章節 插頭已焊接。
- 後者焊接 擠壓。
- 生產中 跳線與管段的焊接。
- 它們立即透過焊接連接起來, 支援元素 由切割鋼型材製成。
- 它是焊接的 管道分支 用於安裝 Mayevsky 起重機。
- 所有接縫均已清潔 使用研磨機和研磨盤。
組裝和焊接工藝最好進行 在平坦的表面上,它們被放置在 兩三塊木塊 (可用型鋼代替:角鋼或槽鋼)。管段在鋼筋上平行佈置,並考慮各段之間的距離。一旦用點焊機將結構組裝好,就可以開始焊接所有接縫,旋轉設備,使焊接僅在水平面上進行。

至於通風口的安裝。根據安裝位置的不同,需要仔細考慮並 緊固件。 有幾個常用的選項。
如果設備要放置在地板基座上,那麼在它下面 安裝腿。如果要將其固定在牆上,則使用常規的。 括號 帶有彎曲的鉤子。
暫存器完全組裝後,必須檢查 接縫緊密度。為此,用螺紋塞封閉其中一個接頭,並從另一個接頭注水。檢查焊縫。如果發現洩漏,則重新焊接缺陷區域並進行清潔。所有操作完成後,對設備進行塗漆。
蛇紋石製造 登記 更容易。首先,彎管是工廠現成的零件, 按管段直徑其次,它們以與管道相同的方式焊接在一起。
首先他們連接 兩個分支彼此之間。 由此產生的 C 型配件串聯 用兩根管子的末端,將它們組合成一個單一的結構。 在 兩個自由端 已安裝暫存器 插頭,其中預先鑽孔並焊接聯軸器。
有用的視頻
觀看視頻,了解如何用自己的雙手焊接加熱調節器。
數量計算
暫存器是資料移動的設備。 大量冷卻劑因為它們是由管道製成的 大直徑,而且它包含多個部分。要加熱如此大量的水,需要一個強大的加熱鍋爐。這不僅會消耗大量的燃料,還會佔用加熱設備本身相當大的空間。

因此,包括調節器在內的加熱系統必須精確計算,同時考慮到 房屋消耗的熱量。
鋼管尺寸與傳熱係數的比率已提供現成的表格值。這簡化了設備數量的計算。
您也可以使用以下公式計算熱傳遞: Q =πdlk(Tr-To),其中:
- d——管道直徑;
- l 是其長度;
- k是熱傳遞,等於11.63 W/m²;
- Tr-室溫;
- 至——冷卻劑溫度。
他們根據所做的計算來選擇 暫存器的長度、暫存器中的部分數以及設備本身的數量。





