Onko mahdollista, että jokainen tekee lämmitysrekistereitä omin käsin? Prosessin kuvaus

Mikä tahansa käsin tehty laite tai vempain on kustannustehokas lähestymistapa ratkaisuun suunniteltu. Tämä koskee täysin lämmitysjärjestelmää.
Et voi tehdä patteria itse, mutta henkilö, jolla on taitoja työskennellä hitsauskoneen kanssa, voi koota rekisterin sileistä tai profiiliputkista.
Sinun tarvitsee vain tehdä se putkiosat, kaksi liitintä ja useita elektrodeja.
Sisältö
Lämmitysrekistereiden tarkoitus

Näitä laitteita käytetään harvoin jokapäiväisessä elämässä. Ne asennetaan yleensä tuotanto- ja varastotiloihin. halpa vaihtoehto kalliille pattereille.
Laitteiden erottuva piirre on suuri määrä jäähdytysnestettä, joka lämpenee nopeasti ja jäähtyy hitaasti. Siksi korkea lämmöntuotto.
Ne asennetaan täsmälleen samalla tavalla kuin tavalliset patterit, samojen kaavioiden, standardien ja sääntöjen mukaisesti.
Suunnitteluominaisuudet
Rekisteri on pohjimmiltaan yksi tai useampi putki, toisiinsa yhteydessä rinnakkainenOn tärkeää luoda olosuhteet, joissa lämmönsiirtoaine voi virrata tasaisesti putkesta toiseen ja luovuttaa lämpöä huoneeseen. Siksi valmistetaan kahdenlaisia rekistereitä.
Osastomainen
Useita rinnakkaisia putkia, joissa on suljetut päät tulppien kanssaNiiden väliin asennetaan hyppyjohtimet, joiden kautta jäähdytysneste virtaa osasta toiseen. Se liikkuu ylhäältä alas, eli se tulee ylempään putkeen ja poistuu alemmasta.
Tärkeää! Hyppylangat asennetaan porrastetusti. Jos ensimmäisen ja toisen osan välillä hyppyjohdin asennetaan vasemmalle, sitten toisen ja kolmannen välillä - oikealla.
Hyppääjien halkaisija on paljon pienempi kuin osien halkaisija. Esimerkiksi, jos rekisterin pääelementin halkaisija 80 mm, sitten hyppääjät 32–40 mm.
Serpentiini, heidän piirustuksensa
Tämä on sama rakenne, vain osat on yhdistetty toisiinsa. yhdistä kaksois-90° mutkilla sama halkaisija kuin pääputkilla ja saadaan yhtenäinen, yhden suuren halkaisijan omaava putkirakenne koko pituudelta. Tämän tyyppisen rekisterin lämmönsiirto on paljon suurempi kuin edellisen version.
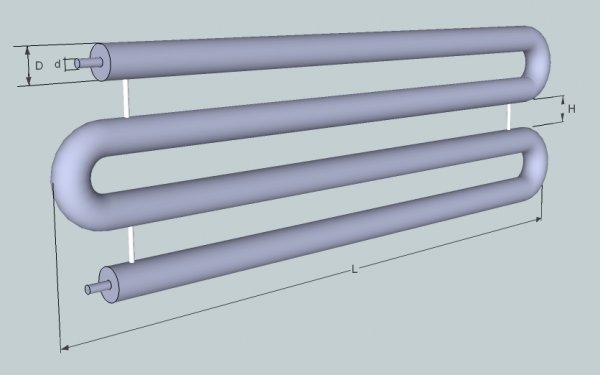
Kuva 1. Piirustus kelatyyppisestä rekisteristä, joka on koko pituudeltaan yhden halkaisijan omaava kiinteä putkimainen rakenne.
Suunnittelun etuihin kuuluvat: matala hydraulinen paine jäähdytysneste laitteen sisällä, joka sallii melko suuren määrän kuumaa vettä kulkea sen läpi.
Viite! Käämi voidaan asentaa joko vaakasuunnassa, tai pystysuunnassa.
Rekisterien edut
Sinun täytyy verrata rekistereitä patterit lämmitysjärjestelmät, joiden kanssa ne kilpailevat.
Edut:

- ne kestävät hyvin painehäviöt jäähdytysneste ja sen lämpötila;
- voidaan tehdä omin käsin;
- edullinen laite;
- mahdollisuus koota laite eri kokoja sekä pituudeltaan että korkeudeltaan;
- lämpö jakautuu kaikkiin osiin tasaisesti;
- yksinkertaisuus huolto ja korjaus.
Puutteet:
- Rekisterit ei ole edustavaa ulkonäköäVoit naamioida ne asentamalla koristeellisen näytön.
- Lämmitystehokkuus rekisterit alla, kuin tavalliset patterit.
Hitsaustekniikka
Puhtaasti teknologisesti teräselementtien liitos tehdään joko sähkö- tai kaasuhitsauksella, joissa tekniikka on käytännössä sama. Hitsattaessa rekistereitä on huomattava, että serpentiinirakenteissa liitokset ovat pystysuora saumat ja poikkileikkaukset sekä pystysuorassa että vaakasuorassaJälkimmäisten valmistaminen on helpompaa, koska ne sijaitsevat pöydän tasolla.
Vaakasuorien saumojen hitsaustekniikasta (osa + hyppyjohdin) Seuraavat vaatimukset asetetaan:
- Siltahitsaus voidaan suorittaa yhdessä tai kahdessa kohdassa, asettamalla hyppääjän pystysuoraan. Kaksi pistettä sijaitsee symmetrisesti suhteessa hyppääjän asennuksen akseliin.

- Yhdellä pisteellä kiinnitetty liitos hitsautuu välittömästi, mutta prosessi on käynnistettävä patalapun vastakkaiselta puolelta.
- Kahdella siltahitsauksella yhdistetty liitos on hitsattu ensimmäisestä kohdasta lähtien.
- Rekisterien pystysuorat saumat - pääputkien liittäminen tulpilla ja mutkilla 90°. Seuraavat vaatimukset koskevat tämän tyyppisiä saumoja:
- Jos putken paksuus jopa 3 mm, sitten liitos hitsataan yhdellä kertaa elektrodi 2,5 mm.
- Jos paksuus ylittää 4 mm, sitten suoritetaan hitsaus kahdella kierroksella: juurisaumalla ja päällä vastakkaisella telalla.
- Kun liität putkia, joiden halkaisija on yli 60 mm hitsaus suoritetaan osissa koko liitoksen kehän suuntaisesti.
On olemassa yleisiä hitsaussääntöjä, jotka määrittelevät puhtaasti teknologiset menetelmät. Esimerkiksi sauman pää on hitsattava alkuun, muodostaen "linnan"Jos hitsaus suoritetaan kahdella saumalla, sitten toinen suoritetaan vastakkaiseen suuntaan kuin ensimmäinen.
Hitsaustöitä suoritettaessa on kiinnitettävä huomiota useisiin hitsausparametreihin. Nämä ovat elektrodin halkaisija, joka valitaan hitsattavien teräskappaleiden paksuuden mukaan, tämä on hitsauskoneesta elektrodille syötetty virran voimakkuus, hitsauskaaren napaisuus ja jännite.


Metallin paksuuden suhde elektrodin halkaisijaan
| Metallin paksuus, mm | 1-2 | 3-5 | 4–10 | 12–24 | 30–60 |
| Elektrodin halkaisija, mm | 2-3 | 3-4 | 4-5 | 5-6 | 6 ja enemmän |
Virran voimakkuus valitaan valitun elektrodin halkaisijan mukaan. Suhde on seuraava: I=Kd, Jossa TOIMII — korrelaatiokerroin elektrodin halkaisijan kanssa.
| Elektrodin halkaisija, mm | >2 | 3 | 4 | 5 | 6 |
| Kerroin - "K" | 25–30 | 30–35 | 35–40 | 40–45 | 50–60 |
Kuinka tehdä kotitekoinen rekisteri profiilista, sileistä teräsputkista
Lämmitysjärjestelmän rekistereiden tuotannon perustana oleva hitsaustyö edellyttää tietty määrä erilaisia työkaluja ja materiaaleja.
Työkalut ja materiaalit tee-se-itse-käyttöön
Paitsi hitsauskone, tarvitset seuraavat työkalut:
- leikkaamista varten: hiomakone, plasmaleikkuri tai kaasupoltin (leikkuri);

- mittanauha ja lyijykynä;
- vasara ja kaasuavain;
- rakennuksen taso;
Hitsausmateriaalit:
- elektrodit, jos käytetään sähköhitsausta;
- lanka, jos kaasua;
- happi ja asetyleeni sylintereissä.
Työjärjestys: miten hitsata rakenne?
Valitusta rakennetyypistä (leikkaus- tai kelarakenne) riippuen rekistereiden kokoonpano vaihtelee dramaattisesti. Vaikeimmat ovat osittaisia, koska ne sisältävät eniten erikokoisten elementtien liitoksia.
Ennen rekisterin kokoamisen aloittamista on tarpeen tehdä piirustus, ymmärtää mitat ja määrä. Ne riippuvat putken lämmönsiirrosta. Esimerkiksi, 1 m putkea, jonka halkaisija on 60 mm tai poikkileikkaus 60x60 mm ja paksuus 3 mm tarkoitettu lämmitykseen 1 m² pinta-alaa lämmitetyt tilat ottaen huomioon kattojen korkeuden ei ylitä 3 metriä.
Ensimmäinen asia, joka sinun on tehtävä, on leikata valitusta putkesta segmentit osien lasketun pituuden mukaisesti. Päät on hiottava ja puhdistettava hilse ja purse.
Ennen poikkileikkauslaitteiden kokoamista sinun on tehtävä niihin merkinnät, joita pitkin hyppyjohtimet asennetaan. Yleensä se on 10-20 cm päässä reunoista osaputkia. Yläosaan tehdään merkki, johon ilmausventtiilin kytkentä asennetaan (Majevskin nosturi). Se sijaitsee vastakkaisella puolella ja poikkileikkauksen reunaa pitkin sekä ulkotasoa pitkin.

- Kaasupolttimen tai plasmaleikkurin avulla putkiin tehdään merkinnät reikiä ottaen huomioon, että hyppyputki voi mennä niihin.
- Itse hyppääjät leikataan pienemmän halkaisijan omaavista putkista 30–50 cm.
- Ne on leikattu metalliprofiilista segmentit samanpituiset kuin putkisiltat. Ne asennetaan tuiksi profiiliputkien alle vastakkaiselle puolelle tukielementin asennusta vastaan.
- Leikattu pellistä paksuus 3–4 mm tulpat pääputken muodon mukaan (ympyrä tai suorakulmio). kaksi heistä Kytkimille tehdään reikiä, joihin lämmitysjärjestelmän syöttö- ja paluupiirit kytketään sulkuventtiilien kautta.
- Ensinnäkin osioihin tulpat on hitsattu.
- Jälkimmäiset on hitsattu puristaminen.
- Tuotannossa hyppyjohtimien hitsaus putkiosilla.
- Ne kiinnitetään välittömästi hitsaamalla ja tukielementit leikatuista teräsprofiileista.
- Se on hitsattu putken haara Mayevsky-nosturin asennusta varten.
- Kaikki saumat puhdistetaan hiomakoneella ja jauhatuslevyllä.
Kokoonpano- ja hitsausprosessi suoritetaan parhaiten tasaisella alustalla, jonka päälle ne asetetaan kaksi tai kolme puupalikkaa (ne voidaan korvata teräsprofiileilla: kulma- tai kanavaprofiileilla). Putkiosat asetetaan tankojen päälle yhdensuuntaisesti toisiinsa nähden ottaen huomioon osien välinen etäisyys. Heti kun rakenne on koottu nastoilla, voit aloittaa kaikkien saumojen hitsauksen kiertämällä laitetta siten, että hitsaus suoritetaan vain vaakatasossa.

Rekisterien asennuksen osalta. Riippuen siitä, mihin tasoon ne kiinnitetään, on tarpeen miettiä ja kiinnikkeet. Yleisesti käytettyjä vaihtoehtoja on useita.
Jos laite on tarkoitus asettaa lattialle, niin sen alle asenna jalatJos se kiinnitetään seinään, käytä tavallisia. suluissa kaarevilla koukkuilla ylöspäin.
Kun rekisteri on koottu kokonaan, se on tarkastettava Saumojen tiukkuusTätä varten toinen kytkimistä suljetaan kierteitetyllä tulpalla ja toisen läpi kaadetaan vettä. Hitsaussaumat tarkistetaan. Jos vuoto havaitaan, viallinen alue hitsataan uudelleen ja puhdistetaan. Kun kaikki toimenpiteet on suoritettu, laite maalataan.
Serpentiinin valmistus rekisteri paljon helpompaaEnsinnäkin, mutkat ovat valmiita tehdasvalmisteisia osia, jotka valitaan putkiosan halkaisijan mukaanToiseksi ne hitsataan yhteen samalla tavalla kuin putken kanssa.
Ensin ne yhdistyvät kaksi haaraa toistensa välissä. Tuloksena oleva C-muotoinen liitos on kytketty sarjaan kahden putken päillä, yhdistämällä ne yhdeksi rakenteeksi. SISÄÄN kaksi vapaata päätä rekisterit on asennettu pistokkeet, johon on esiporattu reiät ja hitsattu liitokset.
Hyödyllinen video
Katso video, joka näyttää, kuinka lämmitysreikä hitsataan omin käsin.
Määrän laskeminen
Rekisterit ovat laitteita, joissa data liikkuu. merkittävä määrä jäähdytysnestettäkoska ne on tehty putkista suuri halkaisija, ja se sisältää useita osia. Tällaisen suuren vesimäärän lämmittämiseen tarvitset tehokkaan lämmityskattilan. Ja tämä ei ole vain huomattava polttoaineenkulutus, vaan myös itse lämmityslaitteen huomattavat mitat.

Siksi lämmitysjärjestelmä, joka sisältää rekisterit, on laskettava tarkasti ottaen huomioon tilojen kuluttama lämpö.
Teräsputkien kokojen ja niiden lämmönsiirron suhteesta on jo valmiita taulukkomuotoisia arvoja. Tämä yksinkertaistaa laitteiden lukumäärän laskemista.
Voit laskea lämmönsiirron myös kaavalla: Q =π dlk (Tr - To), jossa:
- d — putken halkaisija;
- l on sen pituus;
- k on lämmönsiirtokerroin, joka on 11,63 W/m²;
- Tr — huoneenlämpötila;
- Jäähdytysnesteen lämpötilaan asti.
Se perustuu heidän valitsemiinsa laskelmiin rekisterin pituus, siinä olevien osioiden lukumäärä ja itse laitteiden lukumäärä.





