Lehetséges-e mindenkinek saját kezűleg fűtési regisztereket készíteni? A folyamat leírása

Bármely kézzel készített eszköz vagy kütyü költséghatékony megközelítés a megoldáshoz tervezett. Ez teljes mértékben vonatkozik a fűtési rendszerre.
Nem fogsz tudni magad radiátort készíteni, de egy olyan személy, aki rendelkezik a hegesztőgéppel való munkavégzéshez szükséges készségekkel, sima vagy profilcsövekből összeállíthat egy radiátort.
Csak annyit kell tenned, hogy csőszakaszok, két csatlakozó és több elektróda.
Tartalom
A fűtési regiszterek célja

Ezeket az eszközöket ritkán használják a mindennapi életben. Általában gyártó- és raktárlétesítményekben telepítik őket. olcsó alternatívája a drága radiátoroknak.
A készülékek megkülönböztető jellemzője a nagy mennyiségű hűtőfolyadék, amely gyorsan felmelegszik és lassan lehűl. Ezért magas hőteljesítmény.
Pontosan ugyanúgy vannak felszerelve, mint a hagyományos radiátorok, ugyanazon ábrák, szabványok és szabályok szerint.
Tervezési jellemzők
Lényegében a nyilvántartás az egy vagy több cső, egymáshoz kapcsolódnak párhuzamosFontos megteremteni a feltételeket ahhoz, hogy a hőhordozó egyenletesen áramolhasson egyik csőből a másikba, hőt adva le a helyiségnek. Ezért kétféle hőelvezető szelepet gyártanak.
Szekcionált
Több párhuzamos cső zárt végekkel dugókkalKözöttük jumperek vannak felszerelve, amelyeken keresztül a hűtőfolyadék az egyik szakaszból a másikba áramlik. Felülről lefelé mozog, vagyis a felső csőbe belép, és az alsóból kilép.
Fontos! Az áthidalók eltolt mintázatban vannak felszerelve. Ha az első és a második szakasz között a jumper balra van felszerelve, majd a második és a harmadik között - jobb oldalon.
Az áthidalók átmérője sokkal kisebb, mint a szakaszok átmérője. Például, ha a regiszter fő elemének átmérője 80 mm, majd jumperek 32—40 mm.
Szerpentin, a rajzuk
Ez ugyanaz a kialakítás, csak a szakaszok vannak egymáshoz csatlakoztatva. dupla 90°-os ívekkel csatlakoztatható azonos átmérőjű, mint a főcsövek, és egy teljes hosszban egy nagy átmérőjű, folyamatos csőszerkezetet kapunk. Az ilyen típusú regiszter hőátadása sokkal nagyobb, mint az előző változaté.
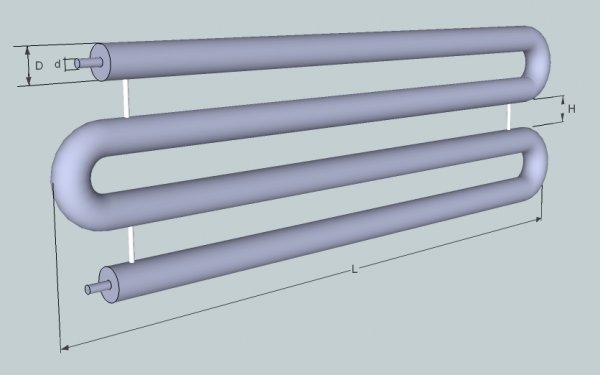
1. kép. Tekercs típusú regiszter rajza, amely egy teljes hosszában azonos átmérőjű, tömör csőszerkezet.
A formatervezés előnyei közé tartozik: alacsony hidraulikus nyomás hűtőfolyadék a készülék belsejében, amely lehetővé teszi, hogy meglehetősen nagy mennyiségű forró víz áthaladjon rajta.
Referencia! A tekercs felszerelhető akár vízszintesen, vagy függőlegesen.
A regiszterek előnyei
Össze kell hasonlítanod a regisztereket a radiátorok fűtési rendszerek, amelyekkel versenyeznek.
Előnyök:

- jól bírják nyomásesés hűtőfolyadék és annak hőmérséklete;
- elkészíthető saját kezűleg;
- alacsony költség eszköz;
- a készülék összeszerelésének lehetősége különböző méretek mind hosszában, mind magasságában;
- a hő eloszlik az összes szakaszban egyenletesen;
- egyszerűség karbantartás és javítás.
Hibák:
- Regiszterek nincs reprezentatív megjelenéseDekoratív képernyő felszerelésével álcázhatja őket.
- Fűtési hatékonyság nyilvántartások alatt, mint a hagyományos radiátorok.
Hegesztési technológia
Tisztán technológiailag az acélelemek összekapcsolása elektromos vagy gázhegesztéssel történik, ahol a technológia gyakorlatilag ugyanaz. Regiszterek hegesztésekor vegye figyelembe, hogy a kígyószerkezetekben az illesztések függőleges varratokban és szekcionáltan függőleges és vízszintes egyarántKönnyebb az utóbbiakat főzni, mert az asztal síkján helyezkednek el.
A vízszintes varratok hegesztésének technológiájáról (szakasz + jumper) A következő követelményeket támasztják:
- A tépőhegesztés elvégezhető egy vagy két ponton, függőlegesen elhelyezve az áthidalót. Két pont szimmetrikusan helyezkedik el az áthidaló telepítésének tengelyéhez képest.

- Egy ponton összekötött kötés azonnal hegeszthető, de a folyamatot el kell indítani. az edényfogó szemközti oldaláról.
- A két hegesztéssel összekötött illesztés hegesztéssel történik. az első ponttól kezdve.
- Függőleges illesztések a csővezetékekben - fővezetékek csatlakoztatása dugókkal és ívekkel 90°. Az ilyen típusú varratokra a következő követelmények vonatkoznak:
- Ha a cső vastagsága akár 3 mm-ig, majd a kötést hegesztik egy csapásra elektróda 2,5 mm.
- Ha a vastagság meghaladja 4 mm, majd hegesztést végeznek két menetben: gyökérvarrással, és felül egy nézőhengerrel.
- Átmérőjű csövek csatlakoztatásakor több mint 60 mm A hegesztést szakaszokban végzik a hézag teljes kerülete mentén.
Vannak általános hegesztési szabályok, amelyek tisztán technológiai módszereket jelölnek ki. Például a varrat végét a kezdetéhez kell hegeszteni, "várat" építveHa hegesztést végeznek két varrással, majd a másodikat az elsővel ellentétes irányban hajtják végre.
Számos hegesztési paraméterre kell figyelni hegesztési munkák elvégzése során. Ezek a következők: elektróda átmérője, amelyet a hegesztendő acél munkadarabok vastagságától függően választanak ki, ez a hegesztőgépből az elektródához juttatott áram erőssége, a hegesztőív polaritása és feszültsége.


A fém vastagságának és az elektróda átmérőjének aránya
| Fémvastagság, mm | 1-2 | 3-5 | 4-10 | 12—24 | 30-60 |
| Elektróda átmérője, mm | 2-3 | 3-4 | 4-5 | 5-6 | 6 és több |
Az áramerősséget a kiválasztott elektróda átmérőjétől függően választjuk ki. Az összefüggés a következő: I=Kd, Ahol CÍMZETT — korrelációs együttható az elektróda átmérőjével.
| Elektróda átmérője, mm | >2 | 3 | 4 | 5 | 6 |
| Együttható - "K" | 25-30 | 30-35 | 35-40 | 40-45 | 50-60 |
Hogyan készítsünk házilagos regisztert profilból, sima acélcsövekből
A fűtési rendszer regisztereinek gyártásának alapjául szolgáló hegesztési munkákhoz a következőkre van szükség: bizonyos számú különböző eszköz és anyag.
Szerszámok és anyagok barkácsoláshoz
Kivéve hegesztőgép, a következő eszközökre lesz szükséged:
- vágáshoz: csiszoló, plazmavágó vagy gázégő (vágó);

- mérőszalag és ceruza;
- kalapács és gázkulcs;
- épületszint;
Hegesztéshez szükséges anyagok:
- elektródák, ha elektromos hegesztést használnak;
- huzal, ha gáz;
- oxigén és acetilén palackokban.
Munkarendelés: hogyan kell hegeszteni egy szerkezetet?
A kiválasztott konstrukció típusától (szekcionált vagy tekercses) függően a regiszterek összeszerelése drámaian eltérő lesz. A legnehezebbek a szekcionáltak, mivel ezek tartalmazzák a legtöbb különböző méretű elemek illesztését.
Mielőtt folytatnánk a csővezeték összeszerelését, rajzot kell készíteni, meg kell érteni a méreteket és a mennyiséget. Ezektől függ a cső hőátadása. Például, 1 m 60 mm átmérőjű vagy 60x60 mm keresztmetszetű és 3 mm vastag cső fűtésre szánt 1 m² terület fűtött helyiségek, figyelembe véve a mennyezet magasságát nem haladja meg a 3 métert.
Az első dolog, amit meg kell tennie, az a kiválasztott cső kivágása. szegmensek a szakaszok kiszámított hosszának megfelelően. A végeket le kell csiszolni és meg kell tisztítani a szennyeződésektől vízkő és sorja.
A szekcionált eszközök összeszerelése előtt jelöléseket kell elhelyezni rajtuk, amelyek mentén a jumpereket fel kell szerelni. Általában 10-20 cm-re van a szélektől szekcionált csövek. A felső elemen jelölje meg, ahová a légtelenítő csatlakozóját be kell szerelni (Majevszkij daru). A szemközti oldalon, a szakasz szélén és a külső sík mentén található.

- Gázégővel vagy plazmavágóval jeleket készítenek a csövekben lyukak figyelembe véve, hogy az ugrócső bejuthat azokba.
- Maguk az áthidalók kisebb átmérőjű csövekből vannak kivágva 30-50 cm.
- Fémprofilból vágják ki őket szegmensek ugyanolyan hosszúak, mint a csőáthidalók. Ezeket a támfal elem beépítésével ellentétes oldalon lévő szakaszcsövek alá kell támasztékként beszerelni.
- Lemezből vágva vastagság 3-4 mm dugók a főcső alakja szerint (kör vagy téglalap). kettő közülük furatokat készítenek a csatlakozókhoz, amelyekhez a fűtési rendszer betápláló és visszatérő áramkörei elzárószelepeken keresztül csatlakoznak.
- Először is a szakaszokhoz a dugók hegesztve vannak.
- Az utóbbiak hegesztve vannak szorítás.
- Gyártás alatt jumperek hegesztése csőszakaszokkal.
- Azonnal rögzíthetők hegesztéssel és tartóelemek vágott acélprofilokból.
- Hegesztve van csőág a Mayevsky daru telepítéséhez.
- Minden varrás megtisztítva darálóval és darálókoronggal.
Az összeszerelési és hegesztési folyamatot a legjobban úgy kell elvégezni, sík felületen, amelyre fektetik őket két vagy három fablokk (ezek acélprofilokkal helyettesíthetők: szög vagy csatorna). A csőszakaszokat a rudakon párhuzamosan helyezik el egymással, figyelembe véve a szakaszok közötti távolságot. Amint a szerkezetet csapokkal összeszerelték, elkezdheti az összes varrat hegesztését, a készüléket úgy forgatva, hogy a hegesztés csak vízszintes síkban történjen.

Ami a regiszterek telepítését illeti. Attól függően, hogy melyik síkhoz lesznek rögzítve, át kell gondolni és rögzítőelemek. Több gyakran használt lehetőség is létezik.
Ha a készüléket padlóra kell helyezni, akkor alatta szerelje fel a lábakatHa falra lesz rögzítve, akkor használjon simaakat. zárójelek ívelt horgokkal felfelé.
Miután a kasza teljesen összeszerelt, ellenőrizni kell, hogy VarrástömörségEhhez az egyik csatlakozót menetes dugóval lezárják, és a másodikon keresztül vizet öntenek. Ellenőrzik a hegesztéseket. Szivárgás észlelése esetén a hibás területet újrahegesztik és megtisztítják. Az összes művelet elvégzése után a készüléket lefestik.
Szerpentin gyártása nyilvántartás sokkal könnyebbElőször is, a hajlítások kész gyári alkatrészek, amelyeket kiválasztanak a csőszakasz átmérője szerintMásodszor, ugyanúgy hegesztik őket össze, mint a csövet.
Először is összekapcsolódnak két ág egymás között. A kapott C alakú szerelvényt sorba kötjük. két cső végével, egyetlen struktúrává egyesítve őket. BE két szabad vég regiszterek vannak telepítve dugók, amelyben előfúrják a lyukakat és hegesztik a csatlakozókat.
Hasznos videó
Nézze meg a videót, amely bemutatja, hogyan kell saját kezűleg hegeszteni egy fűtőregisztert.
Mennyiség kiszámítása
A regiszterek olyan eszközök, amelyekben az adatok mozognak. jelentős mennyiségű hűtőfolyadékmivel csövekből készülnek nagy átmérőjű, ráadásul több részből áll. Ilyen nagy mennyiségű víz melegítéséhez erős fűtőkazánra lesz szükség. És ez nemcsak jelentős üzemanyag-fogyasztás, hanem maga a fűtőberendezés jelentős méretei is.

Ezért a fűtési rendszert, amely magában foglalja a regisztereket is, pontosan figyelembe kell venni a helyiség által fogyasztott hő.
Az acélcsövek méreteinek és hőátadásuknak arányára már vannak kész táblázatos értékek. Ez leegyszerűsíti az eszközök számának kiszámítását.
A hőátadást a következő képlettel is kiszámíthatja: Q =π dlk (Tr - To), ahol:
- d – csőátmérő;
- l a hossza;
- k a hőátadás, amely 11,63 W/m²;
- Tr – szobahőmérséklet;
- Hűtőfolyadék hőmérséklete -ig.
Az elvégzett számításokon alapul, amelyeket kiválasztanak a regiszter hossza, a benne lévő szekciók száma és maguk az eszközök száma.





