Kas kõigil on võimalik oma kätega küttesüsteeme teha? Protsessi kirjeldus

Iga käsitsi valmistatud seade või vidin on kulutõhus lahendusviis planeeritud. See kehtib täielikult küttesüsteemi kohta.
Radiaatorit ise teha ei saa, aga inimene, kellel on oskused keevitusmasinaga töötada, saab siledatest või profiiltorudest registri kokku panna.
Selle tegemiseks on vaja vaid torusektsioonid, kaks ühendusmuhvi ja mitu elektroodi.
Sisu
Kütteregistrite eesmärk

Neid seadmeid kasutatakse igapäevaelus harva. Tavaliselt paigaldatakse need tootmis- ja laoruumidesse. odav alternatiiv kallitele radiaatoritele.
Seadmete eripäraks on suur jahutusvedeliku maht, mis kuumeneb kiiresti ja jahtub aeglaselt. Seega kõrge soojusvõimsus.
Nende paigaldamine toimub täpselt samamoodi nagu tavaliste radiaatorite puhul, samade skeemide, standardite ja reeglite järgi.
Disainifunktsioonid
Põhimõtteliselt on register üks või mitu toru, omavahel ühendatud paralleelneOluline on luua tingimused soojuskandja ühtlaseks voolamiseks ühest torust teise, andes ruumi soojust. Seetõttu toodetakse kahte tüüpi õhuarmatuure.
Sektsiooniline
Mitu paralleelset toru suletud otstega pistikutegaNende vahele on paigaldatud džemprid, mille kaudu jahutusvedelik voolab ühest sektsioonist teise. See liigub ülevalt alla, see tähendab, et see siseneb ülemisse torusse ja väljub alumisest.
Tähtis! Jumperid on paigaldatud nihutatud mustris. Kui esimese ja teise osa vahel hüppaja on paigaldatud vasakule, seejärel teise ja kolmanda vahel - paremal.
Džemprite läbimõõt on palju väiksem kui sektsioonide läbimõõt. Näiteks kui registri põhielemendi läbimõõt 80 mm, siis džemprid 32—40 mm.
Serpentiin, nende joonistus
See on sama disain, ainult sektsioonid on omavahel ühendatud. ühendage kahekordsete 90° kurvidega Saadakse sama läbimõõt kui põhitorudel ja kogu pikkuses ühe suure läbimõõduga pidev torustruktuur. Seda tüüpi registri soojusülekanne on palju suurem kui eelmisel versioonil.
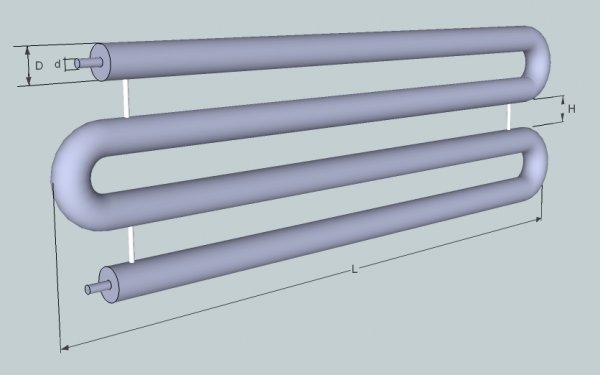
Foto 1. Mähise tüüpi registri joonis, mis on kogu pikkuses ühe läbimõõduga tahke torukujuline struktuur.
Disaini eeliste hulka kuuluvad: madal hüdrauliline rõhk jahutusvedelik seadme sees, mis laseb sellest läbi üsna suure koguse kuuma vett.
Viide! Spiraali saab paigaldada kas horisontaalseltvõi vertikaalselt.
Registrite eelised
Peate registreid võrdlema radiaatorid küttesüsteemid, millega nad konkureerivad.
Eelised:

- nad peavad hästi vastu rõhulangused jahutusvedelik ja selle temperatuur;
- saab teha oma kätega;
- madal hind seade;
- seadme kokkupaneku võimalus erinevad suurused nii pikkuses kui ka kõrguses;
- soojus jaotub kõigisse sektsioonidesse ühtlaselt;
- lihtsus hooldus ja remont.
Vead:
- Registrid ei ole esindusliku välimusegaSaate neid kamuflaažida dekoratiivse ekraani paigaldamisega.
- Kütte efektiivsus registrid allpool, kui tavalised radiaatorid.
Keevitustehnoloogia
Puhttehnoloogiliselt tehakse teraselementide ühendamine kas elektri- või gaaskeevitusega, kus tehnoloogia on praktiliselt sama. Registrite keevitamisel tuleb arvestada, et looklevates konstruktsioonides on ühendused vertikaalne õmblused ja sektsioonides nii vertikaalselt kui ka horisontaalseltViimaseid on lihtsam valmistada, kuna need asuvad laua tasapinnal.
Horisontaalsete õmbluste keevitamise tehnoloogia kohta (sektsioon + hüppaja) Kehtestatakse järgmised nõuded:
- Keevitusliite saab teha ühes või kahes punktis, asetades hüppaja vertikaalselt. Kaks punkti paiknevad sümmeetriliselt hüppaja paigalduse telje suhtes.

- Ühe punktiga ühendatud ühenduskoht keevitub kohe, kuid protsessi tuleb alustada. potihoidja vastasküljelt.
- Kahe keevisõmblusega ühendatud ühenduskoht keevitatakse esimesest punktist alates.
- Vertikaalsed õmblused registrites - peamiste torude ühendamine pistikute ja painutustega 90°. Seda tüüpi õmblustele kehtivad järgmised nõuded:
- Kui toru paksus kuni 3 mm, seejärel keevitatakse ühenduskoht ühe korraga elektrood 2,5 mm.
- Kui paksus ületab 4 mm, seejärel teostatakse keevitamine kahe käiguga: juureõmblusega ja pealt pinnarulliga.
- Läbimõõduga torude ühendamisel üle 60 mm Keevitamine toimub sektsioonides kogu vuugi perimeetri ulatuses.
On olemas üldised keevitusreeglid, mis määravad puhtalt tehnoloogilised meetodid. Näiteks tuleb õmbluse lõpp keevitada algusesse, "lossi" moodustamineKui keevitamist tehakse kahe õmblusega, siis teostatakse teine esimesele vastassuunas.
Keevitustööde tegemisel on mitu keevitusparameetrit, millele tuleb tähelepanu pöörata. Need on elektroodi läbimõõt, mis valitakse sõltuvalt keevitatavate terasdetailide paksusest, see on keevitusmasinast elektroodile antav voolutugevus, keevituskaare polaarsus ja pinge.


Metalli paksuse ja elektroodi läbimõõdu suhe
| Metalli paksus, mm | 1-2 | 3-5 | 4-10 | 12–24 | 30–60 |
| Elektroodi läbimõõt, mm | 2-3 | 3-4 | 4-5 | 5-6 | 6 ja rohkem |
Voolu tugevus valitakse sõltuvalt valitud elektroodi läbimõõdust. Seos on järgmine: I=Kd, Kus KUNI — korrelatsioonikordaja elektroodi läbimõõduga.
| Elektroodi läbimõõt, mm | >2 | 3 | 4 | 5 | 6 |
| Koefitsient - "K" | 25-30 | 30–35 | 35–40 | 40–45 | 50–60 |
Kuidas teha omatehtud registrit profiilist, siledatest terastorudest
Keevitustööd, mis on küttesüsteemi registrite tootmise aluseks, nõuavad olemasolu teatud arv erinevaid tööriistu ja materjale.
Isetegemise tööriistad ja materjalid
Välja arvatud keevitusmasin, vajate järgmisi tööriistu:
- lõikamiseks: veski, plasmalõikur või gaasipõleti (lõikur);

- mõõdulint ja pliiats;
- haamer ja gaasivõti;
- hoone tase;
Keevitamiseks mõeldud materjalid:
- elektroodid, kui kasutatakse elektrikeevitust;
- traat, kui tegemist on gaasiga;
- hapnik ja atsetüleen balloonides.
Töökäsk: kuidas konstruktsiooni keevitada?
Sõltuvalt valitud konstruktsioonitüübist (sektsioon- või mähiskonstruktsioon) on registrite kokkupanek väga erinev. Kõige raskemad on sektsioonilised, kuna need sisaldavad kõige rohkem erineva suurusega elementide liitekohti.
Enne kassa kokkupanekuga jätkamist on vaja teha joonis, mõista mõõtmeid ja kogust. Need sõltuvad toru soojusülekandest. Näiteks, 1 m toru läbimõõduga 60 mm või ristlõikega 60x60 mm ja paksusega 3 mm mõeldud kütmiseks 1 m² pinda köetavates ruumides, võttes arvesse lagede kõrgust ei ületa 3 m.
Esimene asi, mida peate tegema, on valitud torust välja lõigata segmendid vastavalt sektsioonide arvutatud pikkusele. Otsad tuleb lihvida ja puhastada katlakivi ja ebatasasused.
Enne sektsiooniseadmete kokkupanekut peate neile paigaldama märgistused, mille mööda džemprid paigaldatakse. Tavaliselt see on servadest 10-20 cm kaugusel sektsioontorud. Ülemisele elemendile tehakse märge, kuhu paigaldatakse õhutusava ühendus (Majevski kraana). See asub vastasküljel ja sektsiooni serva ääres ning välimise tasapinna ääres.

- Gaasipõleti või plasmalõikuri abil tehakse torudesse märgid augud arvestades, et hüppajatoru võib neisse siseneda.
- Džemprid ise lõigatakse väiksema läbimõõduga torudest 30–50 cm.
- Need on metallprofiilist välja lõigatud. segmendid sama pikkusega kui toruühenduste ühendusdetailid. Need paigaldatakse tugedeks profiiltorude alla tugielemendi paigalduse vastasküljele.
- Lõigatud lehtmetallist paksus 3-4 mm pistikud vastavalt põhitoru kujule (ring või ristkülik). kaks neist Ühendusdetailide jaoks tehakse augud, mille külge sulgeventiilide kaudu ühendatakse küttesüsteemi toite- ja tagasivooluahelad.
- Kõigepealt sektsioonide juurde pistikud on keevitatud.
- Viimased on keevitatud pigistamine.
- Tootmises torusektsioonidega džemprite keevitamine.
- Need kinnitatakse kohe keevitamise teel ja tugielemendid lõigatud terasprofiilidest.
- See on keevitatud toruharu Mayevsky kraana paigaldamiseks.
- Kõik õmblused puhastatakse veski ja jahvatuskettaga.
Monteerimis- ja keevitusprotsess on kõige parem läbi viia tasasel pinnal, millele need asetatakse kaks või kolm puidust klotsi (neid saab asendada terasprofiilidega: nurk või kanal). Torusektsioonid paigutatakse varrastele üksteisega paralleelselt, võttes arvesse sektsioonide vahelist kaugust. Niipea kui konstruktsioon on tihvtidega kokku pandud, võite alustada kõigi õmbluste keevitamist, pöörates seadet nii, et keevitamine toimuks ainult horisontaaltasapinnal.

Mis puutub registrite paigaldamisse, siis olenevalt tasapinnast, millele need kinnitatakse, on vaja läbi mõelda ja kinnitusdetailid. On mitu levinud valikut.
Kui seade peab asetsema põrandal, siis selle all paigalda jaladKui see kinnitatakse seina külge, siis kasutage tavalisi. sulgudes kõverate konksudega ülespoole.
Pärast kassaaparaadi täielikku kokkupanekut tuleb seda kontrollida Õmbluse tihedusSelleks suletakse üks haakeseadistest keermestatud korgiga ja teise kaudu valatakse vett. Kontrollitakse keevisõmblusi. Lekke tuvastamisel keevitatakse defektne koht uuesti ja puhastatakse. Pärast kõigi toimingute tegemist värvitakse seade.
Serpentiini tootmine register palju lihtsamEsiteks on kurvid valitud tehase valmisosad torusektsiooni läbimõõdu järgiTeiseks keevitatakse need kokku samamoodi nagu toru puhul.
Esmalt nad ühenduvad kaks haru üksteise vahel. Saadud C-kujuline liitmik on ühendatud järjestikku kahe toru otstega, ühendades need ühtseks struktuuriks. Sisse kaks vaba otsa registrid on paigaldatud pistikud, millesse on eelnevalt puuritud augud ja ühendusdetailid keevitatud.
Kasulik video
Vaadake videot, mis näitab, kuidas oma kätega küttesüsteemi keevitada.
Koguse arvutamine
Registrid on seadmed, milles andmed liiguvad. märkimisväärne jahutusvedeliku mahtsest need on valmistatud torudest suur läbimõõt, lisaks sisaldab see mitut sektsiooni. Nii suure veekoguse soojendamiseks vajate võimsat küttekatelt. Ja see pole mitte ainult märkimisväärne kütusekulu, vaid ka kütteseadme enda märkimisväärsed mõõtmed.

Seetõttu tuleb küttesüsteemi, mis sisaldab ka registreid, täpselt arvutada, võttes arvesse ruumide tarbitav soojus.
Terastorude suuruste ja nende soojusülekande suhte kohta on juba olemas tabelina esitatud väärtused. See lihtsustab seadmete arvu arvutamist.
Soojusülekannet saab arvutada ka järgmise valemi abil: Q =π dlk (Tr - To), kus:
- d — toru läbimõõt;
- l on selle pikkus;
- k on soojusülekanne, mis on võrdne 11,63 W/m²;
- Tr – toatemperatuur;
- Jahutusvedeliku temperatuur kuni - jahutusvedeliku temperatuur.
See põhineb tehtud arvutustel, mille nad valivad registri pikkus, selles olevate sektsioonide arv ja seadmete endi arv.





