パイプを使って自分でストーブを作る2つの方法。自家製デザインのメリットとは?

鋼管または鉄管で作られたストーブ 簡単に作れる スチームルーム、小規模な生産工場、冬季作業小屋での使用を目的としています。
建物の目的に応じて選択される 異なる直径と配置方法 火室本体。
パイプストーブの典型的なスキームの説明

パイプで作られたストーブは 穴が開けられた金属製の円筒 火室と灰受け、そしてその上に溶接された煙突があります。 2つの主な選択肢 パイプストーブ:
- 水平;
- 垂直。
水平 これらのモデルは、浴室や工業施設に適しています。 タンクの設置 水を加熱したり、その他の補助装置に使用します。
「横たわる」ストーブについて バーベキューグリルが設置されている バーベキュー用なので、庭やサマーハウスに最適です。
垂直 オーブンは小さなスペースを占め、 キャビンの暖房と調理用 小さな田舎のキッチンで。
参照。 で 垂直に 設置されたオーブン 薪は早く燃える さらに熱を加え、 水平 構造はよりゆっくりと溶けますが、 熱を長く保つことができます 燃料消費量が少なくなります。
自分でやる方法:500x530x800の描画
ストーブの設置を始める前に、その場所の種類を選択し、 図面が開発中 構造の目的、設置可能なエリア、必要な建築資材の入手可能性を考慮してください。
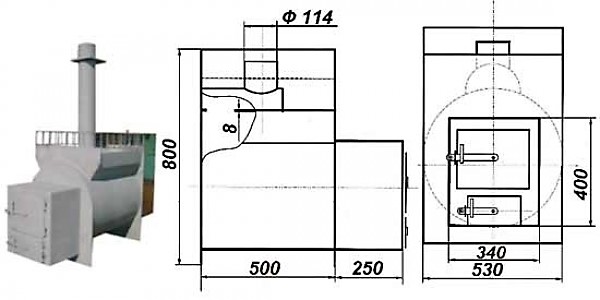
写真1. 水平パイプで作った自家製サウナストーブの図面例。上部にヒーターを追加設置。
材料と道具の選択
ストーブ用のパイプが作られています 鉄または鋼で作られた 直径 0.4~0.6メートル 建設の種類によって異なります。 厚さ 壁 - 6~10mm金属が厚くなると加工が難しくなり、壁が薄くなると高温で変形してしまいます。
将来の火室の直径と高さを決定する際に、建築業者は 加熱された空間の容積によって決まる そして計画された 燃費なぜなら、より大きな火室では木材がより速く燃え、より多くの熱が放出されるからです。
注意! 以下の材質のパイプを選ぶことはお勧めしません。 高炭素グレード 構造物の運用中に溶接継ぎ目に亀裂が生じないようにするために鋼を使用します。
設置プロセス中、ビルダーは 以下のツールと材料が必要になります:
- 溶接機;

- 交換可能なディスクを備えたグラインダー。
- ドリルビットで穴を開ける。
- 強化;
- 鋼線の直径 2.5〜3.5ミリメートル;
- 煙突パイプの直径 0.15~0.25メートル
- 鋼アングルの厚さ 4~8ミリメートル
- 鋼板;
- ストーブの扉と蝶番
- セメントと砂;
- 型枠板の厚さ 1.5〜2cm。
ストーブが浴場用に作られる場合は、 ステンレス鋼 水タンクと タップ。
組み立てのための現場とパイプの準備
プロジェクトを選択し、材料を購入した後 スペースが空けられている 図面に従って基礎の下に設置します。水平構造に適しています パイル 基礎の種類、垂直基礎の場合は モノリシック。
基礎工事 垂直オーブンの場合は次のように行います。
- 土に四角い穴が掘られる 深さ15~30cm そして側面 直径が20~30cm大きい火室。
- 底部は砕石で覆われ、その上に補強材が敷かれています。
- ピットの側面に木製の型枠が設置され、その端は 地面から10~15cm突き出ている。

- 将来の炉の脚は、その上端が型枠より上に上がるように、補強タイの上端に溶接されます。 高さ10~15cm。
- 砂はセメントと混ぜられる 3:1の比率で サワークリームくらいの濃度になるまで水で薄めます。
- 補強材を入れたピットに、型枠の最上面まで既製のセメントモルタルを充填し、水平にします。
解決策を節約するために、 穴にレンガを敷くセメントで固定し、補強材を敷きます。レンガの基礎は、あまり大きくないストーブに適しています。
重要! 炉のベースには 耐火グレードのみ レンガは、長期間使用すると通常のレンガが破壊され、構造物の崩壊につながるためです。
補強編みにはロッドが使用される 直径1~2cmは、節点で垂直に突出する格子状に溶接されます。脚の上部は建築用レベルを使用して水平に調整され、必要に応じて切断され、再度溶接されます。
参照。 セメント溶液はピット内で乾燥する 7日以上この間に炉が組み立てられます。
パイプは エッジを水平に揃える そして 突起を削る グラインダー。外面または内面が覆われている場合 ペイント付きその後、燃焼プロセス中に有毒物質が放出されるのを防ぐために、研磨ディスクまたはサンドペーパーで洗浄されます。



ストーブの建設順序
工事 垂直 炉は次のように実行されます。
- パイプシリンダーが切断される 長さ1~1.5メートル。
- 底から5cmと20cmの距離 パイプが切断されている 2つの長方形の穴 灰受けと側面付き火室用 30x5 cmと30x20 cm それぞれ。
- 炉の直径に等しい辺を持つ火格子が鉄筋から溶接されます。
- 格子は、シリンダー内に自由に入ることができるように、グラインダーで角を切断して円形にします。

- 灰受け皿の穴と炉内の火室の間には溶接が施されている 等距離にある3つの角 格子がそれらの上に載るように、互いに離してください。
- 火格子は、火室の開口部を通して支持材に溶接されます。
- グラインダーを使用して鋼板から切り出されます 2つの円 パイプの直径に応じて、下部ベースと上部ベースに溶接されます。
- シリンダーは、穴を下に向けて基礎から突き出た支持台に設置され、溶接されます。
- 上カバーに穴があいている 煙突のパイプと同じ直径ストーブに溶接されています。
- 側面に蝶番を取り付けて扉を取り付けます。
底の厚さ 炉は制限内に収められる 6~10mm設計に内部灰受けがなく、火格子も底にある場合は、 脚の長さ 選択された値以上 10センチ。 強度をさらに高めるために、下部のディスクは円の周りのコーナーを溶接して補強されています。
穴が開けられた鉄板で作られた格子もあります。 直径2~3cm火格子は、補強格子と同様に炉の内側の角に設置され、溶接されます。
参照。 コストを節約するために、シリンダーの切り抜き部分は、火室の扉と灰受けの材料として使用されます。 コンパクト 周囲を鋼鉄で囲む 幅2cmの細片外側に溶接されている 端を1cm重ねる ドア。
オーブンの組み立てが完了したら 熱くなっている 必要であれば 煙突をグラスウールで断熱する。
起こりうる困難
多くの場合、構造物の製造と運用中に 次のような問題が発生します。

- 基礎上のストーブの不安定さ。
- 火室の扉の詰まり;
- 弱い煙の通風。
- 継ぎ目の溶接性が悪い。
不安定な立場 垂直パイプは、レンガの基礎が適切に作られていない場合、またはストーブが非常に高い場合に脚が均等に設置されていない場合に発生します。
この問題を解決するために、底の下にレンガを置き、厚い補強材を溶接して短い脚を延長します。
ぴったりフィット ドアが詰まっている 加熱処理中に金属が膨張するため、ドアが固着するのを防ぐため、 6~8 mmの隙間 パイプの端と穴の間に隙間ができます。
重要! トラクション不足は次のような場合に発生します 小径煙突 そして彼の 強い骨折十分な通風を確保するために、煙突の直径は次のように選択される。 15cmから そして、それ以上曲げないでください 40度 垂直から。
のために 継ぎ目の強力な溶接 コーナーはパイプの材質(鋼または鉄)から選択され、溶接されるシートの特定の厚さのマーキングに従って電極が使用されます。
役に立つビデオ
直径 43 cm のパイプから垂直オーブンを作る方法を紹介するビデオをご覧ください。
パイプ製ストーブの利点
自分の手でストーブを作ると、 お金を節約する 材料の購入と製作について 特定の条件に従ってプロジェクトを実施する そしてビルダーの目標。
形状 パイプ最大 球形に近いこれは、低い燃料消費量で十分な熱を火室が生成するのに最適です。 プラスチック 金属を使用すると、完成した構造物の運用中に新しい要素をインストールすることができます。




このようなストーブの温度は100~110度まで上がります。セルゲイが上で書いたようにストーブを設置すると、スチームルームにあるメイン部分は100~110度、脱衣所にあるストーブは70~80度になります。
ストーブ作り頑張ってください!